2011 PROJECT ACTIVITIES IN THE UNITED STATES
Workshop on Environmental Assistance Programs and Resources
for Automotive Original Equipment Manufacturers (OEMs) and
Suppliers
On September 7, 2011 the CEC hosted a Workshop on Environmental
Assistance Programs and Resources for Automotive Original
Equipment Manufacturers (OEMs) and Suppliers in Spring
Hill, Tennessee in conjunction with the 3rd Quarter Membership
Meeting of the Suppliers Partnership for the Environment (SP)
and the Tennessee Automotive Manufacturers Association (TAMA).
The Workshop provided an opportunity for government and industry
participants to provide and share existing tools, resources
and voluntary programs available to manufacturers in the US,
Mexico and Canada to improve the environmental and economic
sustainability of their operations. Participants shared relevant
national experiences on environmental issues impacting the
automotive supply chain across North American as well as identified
opportunities to expand and develop collaborative programs
to improve the environmental and economic performance of the
North American automotive supply chain.

Pictured: Benjamin Teitelbaum, CEC
The Workshop featured three panel discussions highlighting existing
tools and resources available in the United States,
Mexico and Canada.
UNITED STATES
The panel of representatives from the United States included:
NATIONAL INSTITUTE OF STANDARDS & TECHNOLOGY (NIST)
MANUFACTURING EXTENSION PARTNERSHIP (MEP) PROGRAM
The Workshop provided an overview of NIST’s
MEP program which works with small and mid-sized U.S.
manufacturers to help them create and retain jobs, increase
profits, and save time and money. The MEP is a national network
with centers located in all 50 states, which include 60 centers
with over 370 field locations.
MEP Centers focus on meeting manufacturers’ short term
needs, but in the context of their overall company strategy.
MEP Center areas of common strength include: Engineering Services
for products and processes; Growth Services – new or
expanded market opportunities; Lean Manufacturing; Quality
Systems; Sustainability; and, Workforce Development.
 MEP’s
process of working with manufacturers includes: MEP’s
process of working with manufacturers includes:
- Initial contact – group sessions,
referral
- Assessment – informal walk-through,
detailed company analysis
- Identify potential issues, define proposed
project and approach for solving it
- Negotiate with company and sign project
contract with fee paid to center
- Project execution – center staff,
partner organization, and/or third party consultants
After completion, centers follow-up on a project to assure
customer satisfaction and explore further project opportunities.
That project impact data is collected by a contractor for
NIST for approximately 6 months after completion.
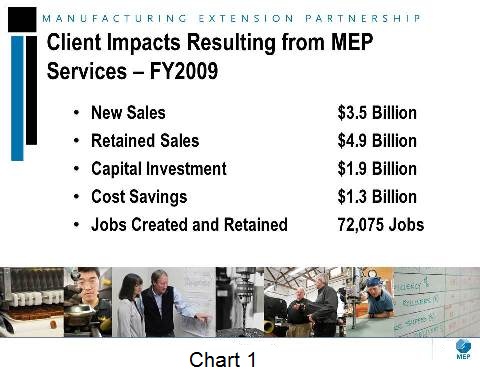
MEP Centers reach over 34,000 manufacturing firms and complete
over 10,000 projects per year based on FY2009 MEP Center reported
performance data, resulting in significant business growth.
(Chart 1)
The Workshop also touched on NIST MEP’s next generation
strategy of increasing manufacturers’ capacity for innovation
resulting in profitable sales growth. The five key areas of
NIST MEP’s next generation strategy include: Continuous
Improvement, Technology Acceleration, Supply Chain, Sustainability
and Workforce.
GREEN SUPPLIERS NETWORK
 The
Green
Suppliers Network (GSN) is a collaborative effort between
the US EPA and the US Department of Commerce’s NIST
MEP that partners with suppliers to identify lean and clean
improvement opportunities in companies’ facilities. The
Green
Suppliers Network (GSN) is a collaborative effort between
the US EPA and the US Department of Commerce’s NIST
MEP that partners with suppliers to identify lean and clean
improvement opportunities in companies’ facilities.
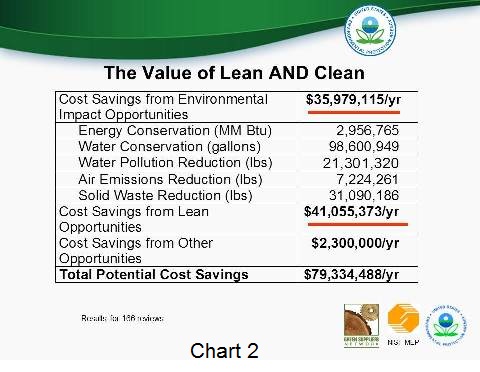
GSN expands the lean definition of waste to include environmental
considerations as well. A traditional lean review eliminates:
Defects, Overproduction, Waiting, Non-utilized resources,
Transportation, Inventory, Motion and Extra processing. A
clean review adds to this an assessment of Full use of Raw
Material; Energy Efficiency; Water conservation; Eliminating
Toxic Material; and, Reduction of: Packaging Wastes, Emissions
to Air and Water, Solid & Hazardous Wastes, and Regulatory
obligations and risks. The GSN program has found that in addition
to the potential environmental reductions of a clean review,
the potential annual cost savings opportunities nearly double
when combining lean and clean assessments versus considering
lean alone. (Chart 2)
Several tools have been developed through GSN which are available
online at no cost. These tools include:

On October 27-29, 2008, CEC in collaboration with Monterrey
Tech, the US EPA and Ford Motor Company Mexico conducted a
Lean and Clean training workshop in Chihuahua, Mexico focused
on the Green Suppliers Network program. Representatives from
the NIST MEP program conducted the training, which was held
at a Ford engine plant in Chihuahua. Participants learned
about the basics of lean manufacturing and opportunities for
their companies, and about 25 manufacturers and technical
assistance providers in and around the state of Chihuahua
attended the workshop. There is now an opportunity through
the current project for a facility in Mexico or Canada to
participate in a Lean and Clean assessment based on the program.
Lessons learned from this effort will subsequently be documented
and shared amongst automotive suppliers and manufacturers
participating in the project in Canada and Mexico.
E3: ECONOMY, ENERGY, AND ENVIRONMENT
 E3:
Economy, Energy, and Environment is a collaboration among
several US federal agency programs including: the NIST MEP;
Department of Energy (DOE) Industrial Technologies Programs
and Industrial Assessment Centers (IAC); MEP/EPA Green Suppliers
Network; EPA Pollution Prevention and Climate Leaders Programs;
Department of Labor (DOL) Employment and Training; and, the
Small Business Administration (SBA) and its Small Business
Development Centers. E3 was developed as a model for collaboration
among manufacturers, utilities, local government, and federal
resources intended to: invest in local communities, address
energy and sustainability challenges, provide valuable technical
training and assessments and enable economic growth and job
creation. E3:
Economy, Energy, and Environment is a collaboration among
several US federal agency programs including: the NIST MEP;
Department of Energy (DOE) Industrial Technologies Programs
and Industrial Assessment Centers (IAC); MEP/EPA Green Suppliers
Network; EPA Pollution Prevention and Climate Leaders Programs;
Department of Labor (DOL) Employment and Training; and, the
Small Business Administration (SBA) and its Small Business
Development Centers. E3 was developed as a model for collaboration
among manufacturers, utilities, local government, and federal
resources intended to: invest in local communities, address
energy and sustainability challenges, provide valuable technical
training and assessments and enable economic growth and job
creation.
The E3 model takes advantage of each the collaborating federal
agency programs to expand on the GSN technical assessment
process, as well as add implementation support. This includes:
E3 Technical Assessment
- A Lean Review which leads to increased
productivity and reduced costs
- A Clean Review resulting in water and
energy conservation, reduced emissions, and additional cost
savings
- A Greenhouse Gas (GHG) Evaluation that
teaches manufacturers how to calculate GHG emissions and
evaluate reduction strategies
- Post-Assessment Recommendations that
guide each facility toward improvements in overall efficiency,
reduced waste, more efficient use of resources including
energy and water, and cost savings
E3 Implementation Support
- SBA and its Small Business Development
Centers (SBDCs) provide business excellence counseling
services and financing through guaranteed loan programs
- DOL and its Workforce Investment
Boards provide green job and skills training and
apprenticeships supported by workforce development and training
grants
- Local and Regional E3 Team provides additional
resources and support such as utility incentives, state
recognition, internship programs and local funding and grant
opportunities
Although EPA’s Climate
Leaders partnership program has been phased out, the tools
developed by the program are still available and being used
as part of the E3 model. The E3 model is now being adopted
by States, such as Alabama in which several automotive companies
have participated in the program.
 Electricfil
Corporation, a manufacturer of automotive ignition
systems including engine and transmission sensors and member
of SP in the United States, is one of many companies that
have participated in Alabama’s E3 Program. Early in
2010 Electricfil worked with E3 partner and local MEP Center,
Alabama Technology Network (ATN), on a Practical Energy Assessment
of their operation. This involved a detailed review of their
facility and daily work practices coupled with brainstorming
sessions geared at identifying key improvement areas. Following
this assessment, the company was given a list of recommended
improvements along with potential energy and cost savings.
By implementing several of the recommended improvements from
this initial energy assessment, Electricfil reduced its annual
energy consumption by 120,000 kWh for an estimated annual
savings of $10,800, a reduction of 81 metric tons of CO2 emissions.
(Chart 3) Electricfil
Corporation, a manufacturer of automotive ignition
systems including engine and transmission sensors and member
of SP in the United States, is one of many companies that
have participated in Alabama’s E3 Program. Early in
2010 Electricfil worked with E3 partner and local MEP Center,
Alabama Technology Network (ATN), on a Practical Energy Assessment
of their operation. This involved a detailed review of their
facility and daily work practices coupled with brainstorming
sessions geared at identifying key improvement areas. Following
this assessment, the company was given a list of recommended
improvements along with potential energy and cost savings.
By implementing several of the recommended improvements from
this initial energy assessment, Electricfil reduced its annual
energy consumption by 120,000 kWh for an estimated annual
savings of $10,800, a reduction of 81 metric tons of CO2 emissions.
(Chart 3)
ATN representatives lead two 5-day long Kaizen events at
the facility focused on equipment and process improvements
to reduce time and energy usage. The first event concentrated
on reducing tooling changeover times at the company’s
over molding presses. Through the creation of standardized
changeover operating procedures, revamping hose connections
and access points for easier connections and access, adding
thermolators to preheat tools, locating tools between the
machine centers, and training the team was able to reduce
tooling changeover times from approximately 2 hours to 20-30
minutes each; a savings of 8 hours per day between the two
presses. This savings of 8 hours a day reduced Electricfil’s
energy usage by 114,000 kWh annually for an annual estimated
savings of $10,200 annually, a reduction of 77 metric tons
of CO2 emissions. The company projects that it will have as
many as 12 over mold presses in the future, potentially multiplying
the savings identified.
The second Kaizen event focused on modifications to Electricfil’s
resin potting and curing processes. The team set out to reduce
oven curing times through changing from batching to mixed
model production through potting/curing process and achieved
a reduction of 25% in curing oven usage via mixed model (equivalent
of 1 out of 4 ovens). This 25% reduction in curing oven usage
reduced Electricfil’s energy usage by198,000 kWh for
an estimated annual savings of $18,800, a reduction of 135
metric tons of CO2 emissions.


Pictured: Electricfil Corporation's Potting
and Curing Operations
As a result of participation in the Alabama E3 Initiative
Electricfil Corporation reduced its energy consumption by
25% or approximately $40,000 annually. The company was also
awarded Tennessee Valley Authority (TVA) Valley Investment
Initiative (VII) 5 year utilities credits for energy conservation
and investment and another incentive for participation in
their Commercial Efficiency Advice and Incentives (CEAI) energy
efficiency program. The estimated value of these utility services,
payments, and credits is $45,000. In addition, Electricfil
Corporation reduced landfill bound waste from nearly 40 yards
to less than 4 yards per week through recycling of nearly
all production scrap and general waste products.
MEXICO
Mr.
Alejandro Sosa, Director, Navista Mexico, led this section
of the Workshop.
The Workshop provided an Overview of Voluntary Environmental
Programs in Mexico, including Profepa’s (La Procuraduría
Federal de Protección al Ambiente) three voluntary
environmental mechanisms: the Environmental Excellence Award
(Excelencia Ambiental), the National Audit Program (Programa
Nacional de Auditoría Ambiental) and the Environmental
Leadership for Competitiveness Program (Liderazgo Ambiental
para la Competitividad).
 The
National
Audit Program, also known as the Clean Industry Program,
is a voluntary certification program targeted at large and
medium sized manufacturing and heavy industry companies. The
program provides a certificate, valid for 2 years with the
possibility for renewal, and a green seal for use by certified
companies, as well as certain tax incentives. Companies are
evaluated against a set of key performance indicators to achieve
certification. At the time of the Workshop, 12 automotive
companies were participating in the Audit Program, including
large manufacturers such as Ford, General Motors, Nissan,
VW, Honda and Chrysler. To date companies have saved over
6 million m3 of water and 860 million kWh of energy as a result
of participation in the National Audit Program. The
National
Audit Program, also known as the Clean Industry Program,
is a voluntary certification program targeted at large and
medium sized manufacturing and heavy industry companies. The
program provides a certificate, valid for 2 years with the
possibility for renewal, and a green seal for use by certified
companies, as well as certain tax incentives. Companies are
evaluated against a set of key performance indicators to achieve
certification. At the time of the Workshop, 12 automotive
companies were participating in the Audit Program, including
large manufacturers such as Ford, General Motors, Nissan,
VW, Honda and Chrysler. To date companies have saved over
6 million m3 of water and 860 million kWh of energy as a result
of participation in the National Audit Program.
 The
Environmental
Leadership for Competitiveness Program (PLAC) is a cooperative
effort between industry, business support institutions, local
governments and federal government through Profepa and Semarnat
(Secretaría de Medio Ambiente y Recursos Naturales).
The program includes suppliers of large manufacturing companies
as well as some service providers. The PLAC program is free
to participate in and requires no binding commitments on behalf
of the participating company. The
Environmental
Leadership for Competitiveness Program (PLAC) is a cooperative
effort between industry, business support institutions, local
governments and federal government through Profepa and Semarnat
(Secretaría de Medio Ambiente y Recursos Naturales).
The program includes suppliers of large manufacturing companies
as well as some service providers. The PLAC program is free
to participate in and requires no binding commitments on behalf
of the participating company.
 Through
a process of learning by doing and using simple tools, participants
are able to identify continuous improvement opportunities
and develop projects to improve economic and environmental
performance. Companies may receive official recognition for
their participation in the PLAC program. To date, more than
1,500 companies have participated in the PLAC program, including
38 automotive facilities. Through participation in the PLAC
program automotive companies have saved more than 73,000 m3
of water, 9.7 million kWh of energy, 8,800 ton CO2 per year
and $3.3 million dollars to date. Through
a process of learning by doing and using simple tools, participants
are able to identify continuous improvement opportunities
and develop projects to improve economic and environmental
performance. Companies may receive official recognition for
their participation in the PLAC program. To date, more than
1,500 companies have participated in the PLAC program, including
38 automotive facilities. Through participation in the PLAC
program automotive companies have saved more than 73,000 m3
of water, 9.7 million kWh of energy, 8,800 ton CO2 per year
and $3.3 million dollars to date.
For example, Ford Manufacturing facilities located in Hermosillo,
Cuautitlán and Chihuahua joined the Voluntary Clean
Industry Process in1997 and since this time, all Ford facilities
in Mexico have been evaluated on a regular basis, including
the current year (2011). The Clean Industry process provided
Ford Mexico an opportunity to evaluate and confirm its own
environmental compliance assurance process and also to identify
improvement opportunities to favorably impact its current
environmental metrics. Ford’s Hermosillo and Chihuahua
plants are participating in the PLAC program with their local
suppliers and have identified significant potential savings.
In addition, Ford’s Cuautitlán plant is planned
to join the program in the next year. (Chart 4)
CANADA
The panel of representatives representing Canada included:
 The Workshop
provided an overview of the history of CEC support for automotive
supply chain activities in Canada, as well as Environment
Canada’s history of active participation in the Suppliers
Partnership for the Environment (SP) and other industry initiatives. The Workshop
provided an overview of the history of CEC support for automotive
supply chain activities in Canada, as well as Environment
Canada’s history of active participation in the Suppliers
Partnership for the Environment (SP) and other industry initiatives.
Case studies of projects that had been performed by companies
in Canada, Mexico and the U.S., and the results of the projects
were reviewed, including: Plant Environmental Compliance and
Management System Onsite Support; Regulatory Training Webinars;
Management Systems Implementation (ISO 14001); and, Water
Reduction Assessments and Training for Automotive Facilities.
The Workshop provided an in-depth review of the opportunities
in the areas of infrastructure, environment, buildings and
water that could be addressed by a new automotive supply chain
organization in Canada, including:
- lean and clean processes within the value chain
- advisory
- operations
- products
- supply chain areas
- energy/carbon management
- global product regulatory compliance
- safety and environment; and,
- training needs for the automotive sector.
Opportunities for the Project
Participants identified environmental challenges impacting
the automotive supply chain across North America as potential
opportunities for action through the CEC auto industry supply
chain project, including:
- Regulatory complexity –federal vs. state vs. local
regulations, prescriptive vs. performance, conflicting regulations;
opportunity for harmonization of regulations across North
America
- Emerging chemical regulations / chemicals in products
- Inconsistencies in regulations across OEMs
- Gaining support of upper management / funding for environmental
projects
- Bridging generations / cultural differences
- Gaining employee buy-in for environmental programs
- Customer quality / driven specs
- Communicating / driving small business environmental innovation
to decision makers at OEMs and Tier 1 Suppliers
- Understanding of Return on Investment (ROI); business
value of environmental projects
- Improved interaction with Mexico and Canada and better
understanding of shared objectives
- Returnables
- Consistency
- Residential sorting
- Political tactics (US)
- Water, output performance (Mexico)
- Mixed waste, standards, energy from waste (Canada)
Good Practices in Engaging Stakeholders
Participants identified techniques that had been successful
in the past in engaging stakeholders in environmental activities,
including:
- Incentives
- Recognition
- Benchmarking / metrics
- Area leaders / cascade training
- Communication / training
- Building into processes
- OEM involvement
- Voluntary government involvement
- Top level management support
- Bottom up approaches
- Collaboration
- Utilizing small suppliers
- Seeking out / tapping into creativity
- (Policing is an unsuccessful technique)
Previous
Page (US Activities)
Next
Page (Mexico Activities) |